Warum sind Schaublin und Leinen für mich die besten Drehmaschinen?
Sieht man sich die Details dieser Maschinen an, wird einem schon klar warum die Maschinen von Leinen und Schaublin mindestens den 3-fachen Neupreis der Produkte der damaligen Mitbewerber hatte, welche heute noch existieren und als gute oder gar beste Neumaschinen am Markt gehandelt werden. Anders ausgedrückt, kosteten die Maschinen, welche wir komplett neu aufbauen zu ihrer aktiven Bauzeit die Summe eines Luxus-PKWs bis hin zu einem Einfamilienhaus mit ansehnlichem Grundstück in ländlicher Wohngegend.
Diese Maschinen spielten vor der CNC-Ära in einer eigenen Liga als Hochpräzisions-Drehmaschinen zum Drehen hochpräziser Teile. Wer derartige Präzision damals nicht brauchte, hätte ebenso wie heute kaum das Geld dafür ausgegeben sich eine solche Maschine in den Betrieb zu stellen.
Heute haben die Standardanwendungen dieser Maschinen in der Serienfertigung Super-Hochpräzisions-CNC Hartdrehmaschinen mit hydrostatischer Lagerung übernommen, welche im Vergleich zu heute üblichen, in jedem Maschinenbau stehenden CNC-Drehmaschinen ebenso wie damals ein vergleichbares Vermögen kosten.
Warum kleine, konventionelle Neumaschinen der Präzisionsklasse Leinen DLZ, Schaublin 135, 150, 160 neu nicht mehr produziert werden (können) liegt auf der Hand:
Der Markt dafür ist schlicht zu klein. Außerdem ist eine CNC-Drehmaschine weitaus einfacher aufgebaut und in der Herstellung, je nach Komplexität der Steuerung sogar günstiger als eine gute konventionelle Drehmaschine mit hochwertiger 3-Achsen-Digitalanzeige.
Also baut man als konventionelle Maschinen das, was der Markt standardmäßig verlangt: Drehmaschinen, welche man in der Baugröße unserer Maschinen üblicherweise von der Berufsschule her kennt. Diese liegen, wenn wir über brauchbare Industriemaschinen (erhöhte Werkzeugmachergenauigkeit DIN8605) reden finanziell im mittleren fünfstelligen Euro-Bereich.
Eine von uns überholte Schaublin oder Leinen DLZ, was am Ende ja auch faktisch eine Neumaschine ist, erhalten sie heute von uns in ähnlichem Preissegment, jedoch in einer Präzision von denen andere nur träumen können, sowie exakt auf ihre individuellen Bedürfnisse ausgerichtet. Selbstverständlich spielt hierbei auch das Thema Sicherheit eine Rolle.
Nicht für jeden Kunden ist die teuerste Maschine auch gleich die am besten geeignete. Jede Maschine von uns ist ein kundenspezifisches Unikat, welches mit vollem Enthusiasmus überarbeitet und alles im vernünftigen Preis-Leistungsverhältnis technisch mögliche „herausgeholt“ wurde. Dies mit einer konventionellen Neumaschine am Markt zu vergleichen ist eigentlich müßig. Es erscheint mir allerdings wichtig dem wertschätzenden Kunden in einem teils unüberschaubaren Markt zu erläutern, was als Basis im Detail eine wirklich gute Maschine ausmacht. Dann kann sich jeder seine eigene Meinung bilden.
Unterbau einer Drehmaschine
Zunächst muss man sich vor Augen führen, dass die Präzision einer Drehmaschine nur von Gewicht, Stabilität und Ruhe in der Maschinenkonstruktion kommen kann.
2 Sockel unter dem Maschinenbett mit herausnehmbarer Spänewanne in der Mitte oder ein geschweißtes Blech-Untergestell mit Werkzeugschränkchen wie es jeder aus der Berufsschule kennt, mögen zwar praktisch anmuten, Ruhe und Stabilität bieten sie aber nicht.

Bei Leinen hat man für die DLZ ein extrem versteiftes, mehrere hundert Kilogramm schweres Untergestell geschweißt. Die Platte unter der Antriebseinheit ist je nach Ausführung 20-40mm stark, die Montageplatten für das Bett bestehen ebenso aus etwa 30mm starken Stahlguss-Platten. Um für extreme Präzision zu sorgen, wurde das geschweißte Untergestell anschließend über Tage spannungsfrei geglüht und auf das Maschinenbett eingeschabt bzw. den 80er Jahren plangeschliffen und ergibt somit zusammen mit dem Bett eine stabile, tragende Einheit.


Bei Schaublin hat man ein äußerst solides Untergestell gegossen. Das Beispielbild stammt von einer Schaublin 160. Bei einer Generalüberholung durch uns entfällt bei der Schaublin 160 und 150B der externe Schaltschrank. Wir bauen ihn dann wie bei den Drehmaschinen von Leinen direkt hinten an das Untergestell, wie auf dem Bild rechts hinter dem Richtlineal.
Rechts ein neu angefertigter, direkt hinten an die Maschine montierter Schaltschrank einer Schaublin 150B.
Das Maschinenbett
Maschinen des Herstellers „Leinen“
Das Maschinenbett der Leinen ist für ihre kleine Baugröße extrem steif und schwer ausgeführt.
Bis etwa 1982 bestehen die Führungsbahnen aus gehärtetem Werkzeugstahl und sind auf das ausgelagerte Gussbett mit unzähligen M10 Schrauben aufgeschraubt und verstiftet. Das kennt man sonst nur vom Großmaschinenbau. In der Haltbarkeit der fertiggestellten Maschine sicherlich das Beste überhaupt. Dieses Bett war und wird im Umfangsschliff bei geringster Rauhtiefe geschliffen. Beim Schleifen dieser kleinen Maschine bedeutet dies allerhöchsten Schwierigkeitsgrad bei enormem Zeitaufwand.
Ab 1982 ging man auch bei Leinen nicht zuletzt auch aus Kostengründen auf ein komplettes Gussbett mit gehärteten Führungsbahnen über. Die geringe Rauhtiefe blieb aber bis zum Schluss das Maß der Dinge.
An einer Hochpräzisionsdrehmaschine haben weder Gleitbahnbeschichtung noch Keilleisten mit seitlichen Druckschrauben mit einhergehenden punktuellen Tragpunkten etwas verloren. Sämtliche Führungsteile mit Keilleiste werden nun nach dem Schliff von Hand mit geringstem Spiel geometrisch genau eingeschabt.


Maschinen des Herstellers „Schaublin“
Bei Spitzenweite über 600-750mm ist das Schaublin-Maschinenbett das Maß aller Dinge. Die Bettbreite, das enorme Gewicht und der extreme Untergriff sorgen für Stabilität keines Gleichen.
Die Schaublin 160 war bis etwa 1970 (Ausführung mit rundem Spindelstock) mit Stahlleisten wie die Leinen aufgebaut, dann ging man aber auch gleich zu komplett aus Guss bestehenden, gehärteten Führungen über.
Wie Sie aber erkennen können, ist die Standfläche für den Spindelkopf selbst bei dem 2 Tonnen schweren Monster nicht so groß wie bei der Leinen DLZ.


Antrieb einer Drehmaschine
Beim Antriebskonzept einer Drehmaschine gibt es bereits seit Jahren kontroverse Diskussionen.
Ein Schaltgetriebe mit guter Verzahnung läuft ruhig, außer Ölwechsel von Zeit zu Zeit wartungsfrei und bietet stehts maximalen Drehmoment an der Werkzeugschneide auch bei wenig Antriebsleistung, hat aber den Nachteil der Drehzahlsprüngen zwischen den Schaltstufen, außerdem kann man bei laufender Spindel nicht die Drehzahl nachjustieren. Auch übertragen sich bei einem Schaltgetriebe die Impulse der Zahnräder mehr oder minder auf das Drehbild.
Der Variatorantrieb bedarf etwas Pflege: Die Riemenspannung muss von Zeit zu Zeit kontrolliert werden. Die Variatorscheiben müssen sauber und gangbar gehalten werden.
Eine gute, dauerhaft haltbare Variatorkonstruktion ist schlussendlich auch in der Herstellung nicht wirklich billiger als ein Schaltgetriebe.
Bei neuen Riemen (mit in sich Breitentoleranzen) kann die Maschine auch mal etwas lärmig laufen, bis sich der neue Riemen gleichmäßig eingelaufen hat.
Klarer Vorteil: Hier ist die Drehzahl optimal bei Spindellauf justier- und nachstellbar, stets maximaler Drehmoment an der Werkzeugschneide auch bei wenig Antriebsleistung, da sich bei halber Drehzahl wie auch beim Schaltgetriebe das Drehmoment verdoppelt. In meinen Augen das Non-Plus-Ultra bei einer konventionellen Drehmaschine.
Drehzahlregelung durch Frequenzsteuerung
Vorteil: Konstante Schnittgeschwindigkeit ohne manuelles Nachregeln über den gesamten Durchmesserbereich der Maschine möglich.
Bei einer CNC-Maschine eine super Sache. Bei einer konventionellen Drehmaschine halte ich persönlich nichts davon.
Das Problem liegt schlicht und ergreifend darin, dass der frequenzgesteuerte Motor zwar in sich, bzw. an der Spindel über den gesamten Drehzahlbereich das gleiche Drehmoment entwickelt, nicht jedoch an der Werkzeugschneide, da bei sinkender Drehzahl der Drehmomentpunkt am Werkstück ja nach außen wandert.
So kam mir trotz Antriebsmotoren mit 5,5 oder 7,5kW Antriebsleistung noch keine V-Konstant-Maschine in die Finger, welche bei niedrigen Drehzahlen und mäßiger Spanabnahme nicht das sägen begonnen hätte. Da hätte die Leinen mit nur 2,2kW durchgezogen als gäbe es kein Morgen mehr.
Abhilfe: Noch größerer Motor (unnötige Energiekosten) oder Reduktionsgetriebe im Spindelstock (Verschlechterung Drehbild).
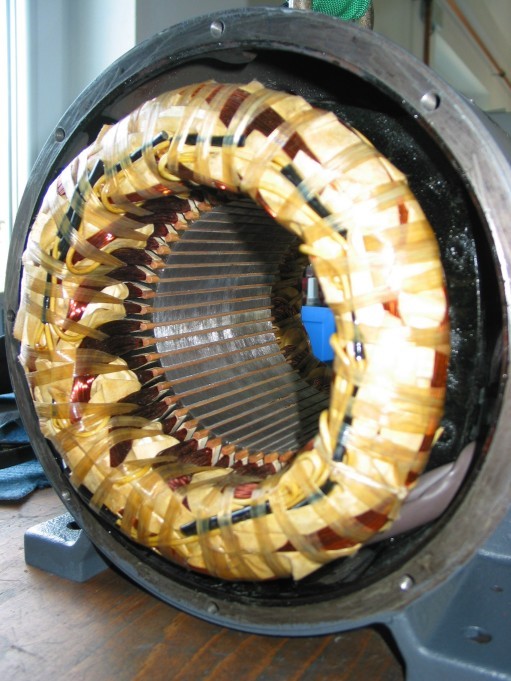
Auf dem Bild sehen Sie die über 100kg schwere Antriebseinheit für die Leinen DLZ140 Drehmaschine mit 500mm Spitzenweite. Wie Sie sehen ist hier in dem Maschinenuntergestell schlicht kein Platz mehr. Bei anderen Drehmaschinen der Baugröße hängt bestenfalls an der Ecke des Untergestells ein Getrieblein der Größenordnung Schuhschachtel für Kinderschuhe, falls man das Getriebe nicht gleich in den Spindelkopf der Maschine gelegt hat.

Der Motor macht 2,2kW bei 1000 1/min
Das Getriebe, mit im Ölbad laufende Mehrscheiben Sintermetall-Kupplung ist sehr stark ausgelegt, bei laufender Maschine schaltbar und reduziert die Eingangsdrehzahl von Durchtrieb, geschaltet auf 1:7. So kann man beispielsweise ein Gewinde mit langsamer Drehzahl schneiden und im Direktgang zurückfahren. Der über 2 Meter lange Poly-V-Riemen reduziert die Vibrationen hoch zur Spindel auf ein Minimum.
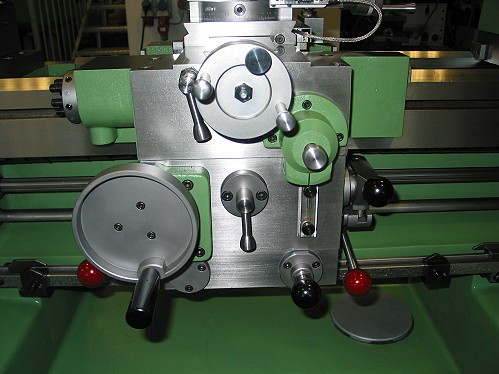
Hier sehen Sie den Antriebsmotor mit Variator der Schaublin 135.

Bei der Schaublin 135 und 150 erfolgt die Drehzahlverstellung wie bei der Leinen DLZ per Drehrad von Hand, bei der Schaublin 160 per Tastendruck über einen Getriebemotor, welcher den Variator verstellt. Die Schaublin-Drehmaschinen haben Motoren mit 2 getrennten Wicklungen. Drehzahlen 750 und 3000 1/min:
Schaublin 135: 1,5 und 3 kW
Schaublin 150: 2 und 4 kW
Schaublin 160: 2,2 und 4,4kW
Es versteht sich von allein, dass sämtliche Aggregate, Wicklungen und Lager der Motoren sowie Variatoren bei der Generalüberholung durch uns zerlegt, geprüft und überholt werden. Variatoren werden ggf. überdreht und anschließend neu gewuchtet.
Spindel, Lagerung und Spindelkopf
Eine übliche Spindellagerung moderner Werkzeugmacher-Drehmaschinen nach DIN8605 hat einen Rundlauf von unter 0,003mm. In der Praxis kommt dazu aber noch das Lagerspiel von mehreren my.
Wenn es nun um erreichbare Oberflächengüte und Rundformqualität geht, haben eben auch hier wieder die Drehmaschinen von Schaublin und Leinen die Nase vorn, denn diese Spindellagerungen laufen faktisch spielfrei.
Bei diesen Maschinen geht es nicht nur um Rundlauf wie bei einer herkömmlichen Drehmaschine sondern eben erreichbare Rundform wie beim Schleifen. Dazwischen liegen Welten!
 Die radiale Lagerung übernimmt vorn und hinten je ein zweireihiges Zylinderrollenlager, die axiale Lagerung ein unter Vorspannung stehendes 2-reihiges Axial-Schrägkugellager. Die Lager sind in SP bzw. UP Präzision.
Die radiale Lagerung übernimmt vorn und hinten je ein zweireihiges Zylinderrollenlager, die axiale Lagerung ein unter Vorspannung stehendes 2-reihiges Axial-Schrägkugellager. Die Lager sind in SP bzw. UP Präzision.Um diese Lagerung spielfrei laufen lassen zu können, muss der Hüllkreis (Rundform und Durchmesser) der Lagerung mit der Achsenflucht (Bohrungen im Spindelkopf) peinlichst genau stimmen, da bedingt durch die Spielfreiheit sich die Form des Hüllkreises auf die Lagerung überträgt.
Auch bei der Überholung und Montage stellt diese Form der Lagerung die höchsten Anforderungen an den Monteur. Entsprechendes Equipment zur Montage und Vermessung sind hier unabdingbar.
Diese Art der Lagerung ist für eine Spindellagerung die steifste, aber auch die mit der höchsten Erwärmung.
Damit sich die Lager im spielfreien Betrieb nicht zu stark erwärmen oder gar blockieren,
wird hier mit Minimalmengen-Schmierung über kalibrierte Bohrungen bzw. Öldochten mit einem Tropfen Öl alle paar Minuten gearbeitet.
Bei der Leinen DLZ140 ab Bj.1978 verbaute man Timken Kegelrollenlager der absoluten Oberliga Klasse P-00.
Mit dieser Art der Lagerung ist der spielfreie Rundlauf um oder unter 1 my einfacher zu erreichen, bei weitaus weniger Erwärmung des Spindelkopfes. Allerdings mit leichtem Verlust der Steifigkeit.
Im Vergleich anderer, gleich großer Maschinen der Mitbewerber, ist die Lagerung von Qualität und Steifigkeit trotz des nun einfacheren Aufbaus aufgrund höchstwertiger Qualität und Auslegung der verwendeten Teile und engsten Fertigungstoleranzen immer noch bei weitem überlegen.
Dazu kommt, bei allen der aufgeführten Maschinen, dass der Antrieb der Spindel nochmals über eine eigene Lagerung der Riemenscheibe mit Kupplung verfügt um sämtliche vom Antrieb kommende Schwingungen zu entkoppeln.
Auch diese Lager sind Spindellager bzw. Lager mit eingeengten Toleranzen.
Das hat aber auch seinen Preis. Sämtliche Lager im Spindelstock einer solchen Maschine kosten schlussendlich mehrere tausend Euro bei einer Überholung.
Dafür drehen die Maschinen selbst kritische Materialien in unbeschreiblicher Rundform- und Oberflächenqualität welche sonst eigentlich nur durch schleifen möglich oder zu erreichen ist.
Aber gerade hier ist ein sehr hohes Risiko für Käufer gebrauchter Maschinen und ganz besonders für diejenigen Zeitgenossen begraben, die meinen immer sparen, alles können und selbst machen zu müssen.
Die Maschinen haben nun mal alle ihre Jahre gearbeitet und die Antriebsriemen sind mehr oder minder mürbe und müssen getauscht werden. Diese halten zwar je nach Anwendung und Pflege der Maschine 20 oder mehr Jahre, aber irgendwann ist eben Schicht.
Gerade im Fall Leinen bedeutet diese Tatsache, den Ausbau aller Lager im Spindelkopf, da die Riemen über die Spindel laufen.
Achtung: Diese Arbeit an den Maschinen erfordert umfangreiches Wissen, Werkzeug und Erfahrung.
Was wir hier an Werken von ausgebildeten Maschinenschlossern bis hin zu Maschinenbau-Ingenieuren zu sehen bekommen, spottet jeder Beschreibung.
Von beschädigten Spindeln, bis hin zu durch inkompetenten Ausbau irreparabel beschädigten Spindelköpfen, war hier schon alles dabei.
Der Grat zwischen spielfrei und Schrott ist eben sehr klein. Danach sind die Preise einer Reparatur, falls dann noch möglich, beispielsweise durch neu aufchromen und schleifen der Spindel mit mehreren tausend Euro gleich sehr hoch.
Support
Bei Leinen und Schaublin lässt sich Längs- und Quervorschub direkt am Support ohne Anhalten der Maschine direkt in alle 4 Richtungen schalten. Bei anderen Maschinen dieser Baugröße ist dies meistens nicht der Fall.
Beide Maschinen besitzen eine einstellbare Fallschnecke welche bei Blockfahrt den Vorschub automatisch abschaltet.
Beim Gewindeschneiden mit der Schaublin 135, 150, 160 wird durch die Konstruktion mit Kugelrollspindel als Leitspindel bei versehentlicher Blockfahrt ebenso der Vorschub abgeschaltet.
Die Leitspindel der Leinen DLZ ist mit Aluminium Abscherstift gesichert.
Die Schaublin hat vorn am Support einen Anschlagrevolver mit 6 einstellbaren Anschlägen, die Leinen eine Schaltwelle mit 4 über die gesamte Bettlänge verfahrbare Anschlägen.
Beide Supporte sind klemmbar.

Die Schaublin verfügen noch über Zentralschmierung am Support sowie einstellbare Schaltnockenleisten zum Gewindeschneiden und zum Abschalten des verbauten Eilganges bei Schaublin 150 und 160. Bei der 135 gab es Eilgang als Option.
Spindelstock mit Vorschubgetriebe
Leinen DLZ
 Spitzenhöhe 140 bzw. 190mm
Spitzenhöhe 140 bzw. 190mm
Spindelbohrung 28mm mit Arretierungszapfen für K28 DIN-Spannzange
32mm als Option ohne Spannzangenverwendung
35 Längsvorschübe von 0,016-1,14mm/U
35 Planvorschübe von 0,002-0,18 mm/U
Gewinde direkt schaltbar bei eingebautem, betreffendem Wechselradsatz:
36 metrische Gewinde von 0,2-7mm Steigung
25 Zoll Gewinde von 64-4 Gang/ Zoll
28 Modulgewinde von 0,2-3,5 x Phi
Am Spindelkopf befindet sich ein Reduktionsgetriebe, für die Drehzahlen 15-100 1/min.
Das findet eigentlich nur zum Schneiden großer Gewinde Anwendung.
Schaublin 135, 150, 160
Spitzenhöhe 135, 150 bzw. 180mm
Spindelbohrung 40mm, MK5 Spindelnase
48 Vorschübe längs- und quer von 0,015-0,35mm/U
Alle Gewinde direkt schaltbar bei 150, bzw. bei 135 und 160 muss bei Zollsteigungen entsprechende Zoll-Zahnradkonfiguration eingelegt werden, dann aber ebenso direkt schaltbar.
36 metrische Gewinde von 0,25-14mm
36 Zollsteigungen von 72-1 U/Zoll (135) und 112-1 ½ U/Zoll (150)
36 Modulgewinde von 0,125-7,5xPhi
Durch Verwendung der Wechselräder sind noch mehr Steigungen möglich.
Am Spindelkopf befindet sich ein Reduktionsgetriebe, für die Drehzahlen 55-750 1/min, bzw. 38-150 1/min bei Schaublin 160. Wird aber nur für Drehzahlen unter 220 1/min, bzw. 150 1/min bei Schaublin 160 zum Gewindeschneiden benötigt.


